


Vormspecificaties
|
Schimmel naam |
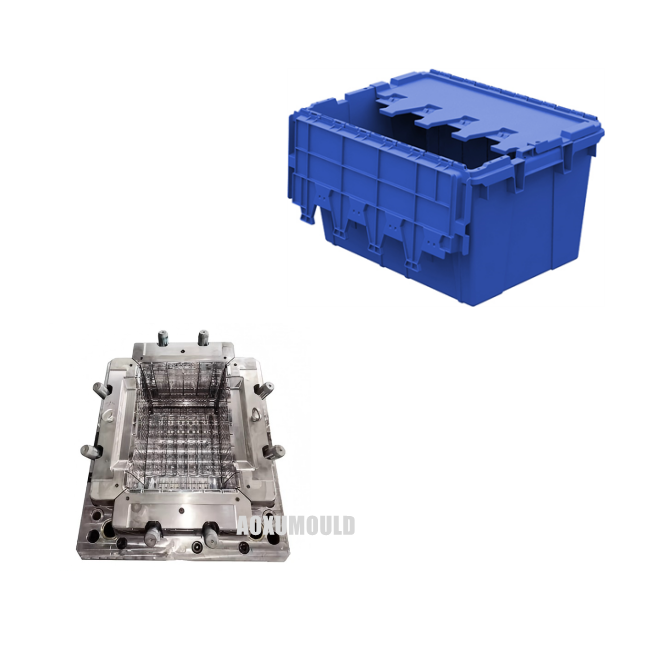
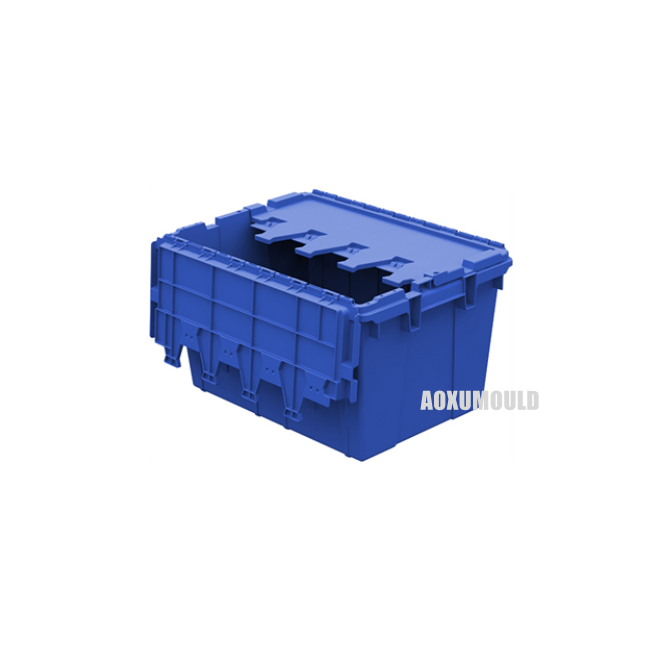
Kunststof logistieke doosvorm |
|
Productmateriaal |
HDPE/PP |
|
Productgrootte |
600x400x280mm |
|
Productgewicht |
2,8 kg |
|
Vormmateriaal voor caviteit &. Kern |
P20/718H/H13 |
|
NO's van holte |
1 holte |
|
Injectiesysteem |
Hete loper |
|
Geschikte injectiemachine |
650T |
|
Grootte van de mal |
850X580X900mm |
|
Gewicht van de mal |
3500KG |
|
Levensduur van de schimmel |
meer dan 500,000st |
|
Levertijd |
55 dagen |

Hoe ontwerp je een goede plastic logistieke doos?
1. Bepaal het doel en de vereisten
Functionaliteit: Bedenk welke items de doos zal bevatten. Als het bijvoorbeeld om breekbare goederen gaat, moet u mogelijk interne verdelers of dempingsvoorzieningen ontwerpen. Als het om zware spullen gaat, moet de doos een hoog draagvermogen hebben.
Grootte: Meet de typische afmetingen van de voorwerpen die moeten worden opgeslagen of vervoerd. Zorg ervoor dat de doos voldoende ruimte biedt, met enige ruimte voor gemakkelijk in- en uitpakken. Houd ook rekening met standaard pallet- of opslagrekafmetingen om het ruimtegebruik te optimaliseren.
Stapelbaarheid: Ontwerp de doos zo dat deze veilig kan worden gestapeld. Het kan hierbij gaan om voorzieningen zoals verzonken boven- en onderkanten die precies in elkaar passen of versterkte hoeken om het gewicht van gestapelde dozen te dragen.
Overweeg materiaaleigenschappen
Kunststoftype: Kies een geschikt kunststofmateriaal op basis van factoren zoals sterkte, flexibiliteit en kosten. Hogedichtheidpolyethyleen (HDPE) is een veel voorkomende keuze vanwege de duurzaamheid, slagvastheid en chemische bestendigheid.
Wanddikte: Bepaal de juiste dikte van de dooswanden. Dikkere wanden zorgen voor meer sterkte, maar verhogen ook de kosten en het gewicht. U kunt technische berekeningen of simulaties gebruiken om de optimale dikte voor de beoogde draagvereisten te vinden.
3. Ontwerp de structuur
Basis en zijkanten: De basis moet breed en stabiel zijn om kantelen te voorkomen. De zijkanten kunnen worden ontworpen met ribben of ribbels om de sterkte te vergroten. Verticale ribben kunnen bijvoorbeeld de weerstand van de doos tegen zijdelingse krachten vergroten.
Handvatten en openingen: Bevat handvatten die gemakkelijk vast te pakken zijn en sterk genoeg zijn om het gewicht van een beladen doos te dragen. Ontwerp de opening zo dat u gemakkelijk toegang heeft tot de inhoud, zoals een scharnierend deksel of een afneembare bovenkant die groot genoeg is.
Ontwerp voor product &. Gietvorm

Hoe maak je een plastic logistieke doosvorm?
1. Materiaalkeuze
• Selecteer geschikte matrijsmaterialen op basis van factoren zoals het verwachte productievolume, het gebruikte plastic materiaal en de vereiste precisie. Veelgebruikte materialen zijn onder meer staallegeringen zoals P20 en H13. Deze materialen hebben een goede hardheid, slijtvastheid en warmtebehandelingsprestaties.
2. Bewerking
• Ruwe bewerking: gebruik bewerkingsmethoden zoals frezen en draaien om het grootste deel van het overtollige materiaal uit het onbewerkte mal te verwijderen, zodat de vorm van de mal ruwweg wordt gevormd.
• Nabewerking: gebruik precisiebewerkingsapparatuur zoals CNC-bewerkingscentra om een uiterst nauwkeurige bewerking van de vormholte, de kern en andere belangrijke onderdelen te bewerkstelligen, zodat de oppervlakteruwheid en maatnauwkeurigheid aan de eisen voldoen. Onder dit proces vallen ook de bewerking van details zoals koelkanalen.

3. Warmtebehandeling
• Het uitvoeren van warmtebehandelingsprocessen zoals blussen en temperen op de machinaal bewerkte matrijsdelen om de hardheid en sterkte van de matrijs te verbeteren en de slijtvastheid en levensduur ervan te vergroten.
4. Oppervlaktebehandeling
• Pas oppervlaktebehandelingen zoals polijsten, coaten of textureren toe op het oppervlak van de vormholte. Polijsten kan de oppervlakteafwerking van de geproduceerde plastic onderdelen verbeteren, en coating kan de corrosiebestendigheid en losprestaties van de mal verbeteren.
5. Montage en foutopsporing
• Monteer verschillende componenten van de matrijs, waaronder de holte, kern, uitwerpsysteem en poortsysteem, en zorg ervoor dat de montage nauwkeurig is en de beweging soepel verloopt. Voer vervolgens proefdraaien en debuggen uit met een geschikte spuitgietmachine, pas parameters zoals injectiedruk, temperatuur en cyclustijd aan om de mal-vul- en ontkistingsprocessen te optimaliseren totdat gekwalificeerde plastic logistieke dozen stabiel kunnen worden geproduceerd.
Dit is een complex proces dat doorgaans de deelname vereist van ervaren matrijzenbouwtechnici en geavanceerde productieapparatuur.
Wat's Staalsoort Goed voor logistieke dozen Mallen?

Voor kunststof logistieke doosmallen zijn verschillende staalsoorten geschikt:
1.P20 Staal
Het is een voorgehard staal. P20-staal is goed bewerkbaar, wat betekent dat het tijdens het matrijzenbouwproces gemakkelijk kan worden gevormd en gedetailleerd. Het biedt ook een goede balans tussen sterkte en taaiheid. Het verharde oppervlak is bestand tegen de druk en wrijving tijdens het spuitgieten van kunststof logistieke dozen en heeft een relatief lange levensduur.
2.H13 Staal
H13 is een warmbewerkt matrijsstaal. Het heeft een uitstekende hittebestendigheid, wat cruciaal is omdat de mal tijdens het spuitgietproces vaak wordt blootgesteld aan het smelten van plastic bij hoge temperaturen. Het kan zijn mechanische eigenschappen en maatvastheid behouden onder omstandigheden van hoge temperaturen. Het heeft ook een hoge sterkte en goede slijtvastheid, geschikt voor mallen met grote productie-eisen van plastic logistieke dozen.
Hoe onderhouden we onze logistieke doosvorm?

1.Regelmatige reiniging
Maak de mal na elk gebruik zorgvuldig schoon om achtergebleven plastic, vuil en andere onzuiverheden te verwijderen. U kunt gereedschappen zoals koperen draadborstels gebruiken om de holte en de kernoppervlakken voorzichtig schoon te maken zonder het vormoppervlak te beschadigen.
Gebruik geschikte oplosmiddelen, zoals speciale schimmelreinigingsmiddelen, om hardnekkige plasticresten op te lossen en te verwijderen. Zorg ervoor dat het oplosmiddel het vormmateriaal niet aantast.
2. Smering
Breng smeermiddelen aan op de bewegende delen van de mal, zoals de uitwerppennen en schuifregelaars. Hoogwaardige smeermiddelen kunnen wrijving verminderen, slijtage voorkomen en zorgen voor een soepele beweging van deze onderdelen tijdens het ontkistingsproces.
3.Inspectie en reparatie
Inspecteer de mal regelmatig op tekenen van slijtage, scheuren of andere beschadigingen. Focus op gebieden zoals het caviteitsoppervlak, de scheidingslijn en het uitwerpsysteem. Als er problemen worden aangetroffen, repareer deze dan tijdig. Kleine beschadigingen aan het oppervlak kunnen worden gerepareerd door middel van polijsten en andere methoden, en voor ernstigere beschadigingen kan lassen en opnieuw bewerken nodig zijn.
4. Roestpreventie
Als de mal lange tijd niet wordt gebruikt, neem dan roestpreventiemaatregelen. Smeer het maloppervlak in met roestwerende olie om een beschermende film te vormen en te voorkomen dat de mal gaat roesten als gevolg van vocht en andere factoren.
5. Goede opslag
Bewaar de mal in een droge, geventileerde omgeving met een geschikte temperatuur. Bewaar het apparaat niet op een plaats met een hoge luchtvochtigheid of veel stof. Om vervorming te voorkomen kunt u matrijzenopslagrekken gebruiken om de matrijs rechtop te houden.
Pakket &. Levering

Vormcomponenten
Vormstaal

Hot Runner-systeem

Standaard onderdelen

Feedback van klanten

Veelgestelde vragen
Vraag: Hoe bepaal ik de beste caviteitsindeling voor een matrijs met meerdere caviteiten?
A: Houd rekening met de grootte en vorm van de logistieke doos, de beschikbare klemkracht van de spuitgietmachine en het vereiste productievolume. Probeer de vormvulling gelijkmatig over de holtes te verdelen om een consistente onderdeelkwaliteit te garanderen. Als de doos bijvoorbeeld groot is, kan een mal met enkele of dubbele holte geschikter zijn om problemen met onvoldoende klemkracht te voorkomen.
Vraag: Welke ontwerpkenmerken zijn belangrijk voor eenvoudig ontvormen?
A: Voldoende tochthoeken op de verticale oppervlakken van het doosontwerp zijn cruciaal. Normaal gesproken wordt een tochthoek van 1 - 3 graden aanbevolen. Houd ook rekening met de locatie en het ontwerp van het uitwerpsysteem, zoals uitwerppennen die op niet-zichtbare of niet-functionele delen van de doos zijn geplaatst om vlekken op het eindproduct te voorkomen.
Vraag: Welke staalsoort is het meest kosteneffectief voor een matrijs voor middelgrote productie?
A: P20-staal is vaak een goede keuze voor productie van middelgrote volumes. Het heeft een goede bewerkbaarheid, kan voorgehard worden en biedt een redelijk evenwicht tussen kosten en prestaties. Het is bestand tegen de druk en slijtage die gepaard gaat met het vormen van plastic logistieke dozen op middellange productieschaal.
Vraag: Hoe kies ik een coatingmateriaal voor het maloppervlak?
A: Voor kunststof logistieke dozen kan een antiaanbaklaag, zoals een op PTFE gebaseerde coating, nuttig zijn. Het helpt bij het gemakkelijk losmaken van het plastic onderdeel en kan ook enige corrosiebestendigheid bieden. Houd bij het kiezen van een coating rekening met het type kunststof dat wordt gegoten en het verwachte aantal cycli.
Vraag: Wat is het acceptabele tolerantiebereik voor de matrijsafmetingen?
A: De tolerantie is afhankelijk van de grootte van de doos en de vereiste nauwkeurigheid. Over het algemeen kan voor grotere logistieke dozen een tolerantie van ±{0}}.1 - 0,3 mm voor de totale afmetingen van de vormholte acceptabel zijn. Voor kritische kenmerken zoals montagegaten of pasvlakken kan echter een nauwere tolerantie van ongeveer ±0,05 mm vereist zijn.
Vraag: Hoe kan ik de bewerkingsnauwkeurigheid van de koelkanalen garanderen?
A: Gebruik geavanceerde CNC-bewerkingstechnieken en nauwkeurig gereedschap. De koelkanalen moeten worden geboord of gefreesd met uiterst nauwkeurige apparatuur en vervolgens worden geverifieerd met behulp van inspectietools zoals Borescopen. De kanalen moeten een gladde afwerking hebben om een efficiënte warmteoverdracht te garanderen en hete plekken in de mal te voorkomen.
Vraag: Wat zijn de belangrijkste punten die moeten worden gecontroleerd tijdens de matrijsmontage?
A: Controleer of de holte en de kerncomponenten goed uitgelijnd zijn. Zorg ervoor dat het uitwerpsysteem soepel en zonder enige belemmering werkt. Controleer ook of het poortsysteem correct is geïnstalleerd en of er geen lekken of verstoppingen zijn. De aanspuitbus moet bijvoorbeeld stevig vastzitten en uitgelijnd zijn met de injectie-eenheid van de vormmachine.
Vraag: Hoe los ik problemen op tijdens de matrijstestfase?
A: Als er problemen zijn zoals korte shots (onvolledig vullen), controleer dan eerst de instellingen voor injectiedruk, temperatuur en snelheid. Als er cosmetische gebreken op de doos zitten, onderzoek dan de oppervlakteafwerking van de vormholte en de kwaliteit van de vormcoating. Controleer bij ontkistingsproblemen de trekhoeken en de werking van het uitwerpsysteem.





