



Vormspecificaties
|
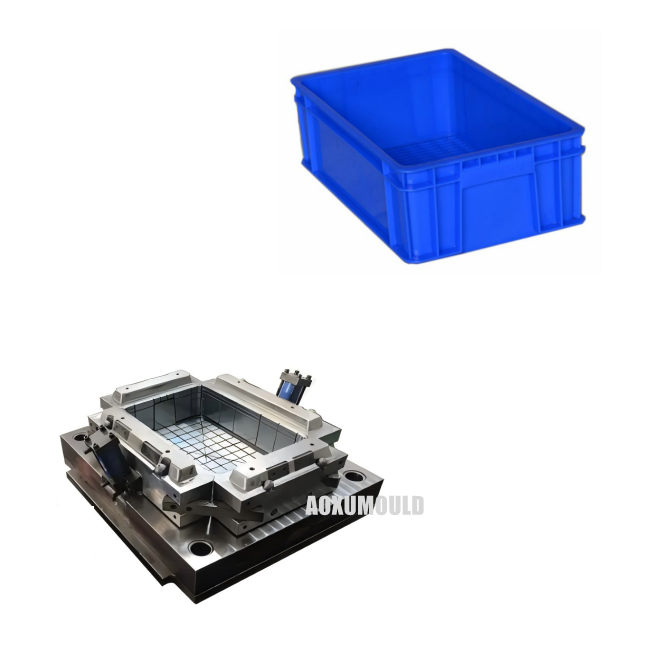
Schimmel naam |
Kunststof industriële kratvorm |
|
Productmateriaal |
HDPE/PP |
|
Productgrootte |
400X300X200mm |
|
Vormmateriaal voor caviteit &. Kern |
P20/718/H13 |
|
NO's van holte |
1 holte |
|
Injectiesysteem |
Hete loper |
|
Geschikte injectiemachine |
450T |
|
Grootte van de mal |
850x7280x550mm |
|
Gewicht van de mal |
2600KG |
|
Levensduur van de schimmel |
meer dan 500,000st |
|
Levertijd |
55 dagen |
Wat zijn plastic industriële kratten?

Een plastic industriële krat is een soort container gemaakt van plastic materialen die is ontworpen voor gebruik in industriële omgevingen.
1. Kenmerken:
-Duurzaam: het is gebouwd om de ontberingen van industriële omgevingen te weerstaan, zoals bestand tegen schokken, schaafwonden en chemicaliën. Deze duurzaamheid zorgt ervoor dat hij zware lasten en veelvuldig gebruik aankan zonder gemakkelijk te breken of te vervormen.
-Stapelbaar: Kunststof industriële kratten zijn vaak ontworpen om stapelbaar te zijn, wat efficiënte opslag en transport mogelijk maakt. Ze kunnen leeg of gevuld op elkaar worden gestapeld, waardoor de verticale ruimte in magazijnen of tijdens verzending wordt gemaximaliseerd.
-Herbruikbaar: ze zijn herbruikbaar, verminderen afval en bieden een kosteneffectieve oplossing voor het transporteren en opslaan van goederen op de lange termijn.
2. Gebruik:
-Opslag: ze worden gebruikt voor de opslag van een breed scala aan industriële producten, waaronder onderdelen, gereedschappen en grondstoffen. Door hun uniforme formaat en vorm zijn ze gemakkelijk te ordenen op planken of in opbergrekken.
-Transport: Ze worden gebruikt om goederen binnen een fabriek of tussen verschillende locaties te vervoeren. Ze kunnen gemakkelijk worden verplaatst met vorkheftrucks, palletwagens of transportsystemen, waardoor de materiaalstroom in de toeleveringsketen wordt vergemakkelijkt.
Wat's De grootte van plastic industriële kratten?
Kunststof industriële kratten zijn er in allerlei maten.
Veel voorkomende kleine kratten kunnen buitenafmetingen hebben van ongeveer 30 - 40 centimeter lang, 20 - 30 centimeter breed en 15 - 20 centimeter hoog. Deze zijn geschikt voor het opbergen van kleinere onderdelen of gereedschap.
Middelgrote kratten kunnen ongeveer 40 - 60 centimeter lang, 30 - 40 centimeter breed en 20 - 30 centimeter hoog zijn en worden vaak gebruikt voor zaken als middelgrote machineonderdelen.
Grote plastic industriële kratten kunnen lengtes hebben van 60 - 120 centimeter of meer, breedtes van 40 - 80 centimeters en hoogtes van 30 - 60 centimeters. Ze kunnen omvangrijke voorwerpen bevatten, zoals grote onderdelen van industriële apparatuur of grote hoeveelheden kleinere voorwerpen.
Het is belangrijk op te merken dat dit slechts algemene bereiken zijn en dat de werkelijke grootte afhangt van de specifieke eisen van de branche en de items die moeten worden opgeslagen of vervoerd.
Hoe maak je een hoogwaardige industriële krat-injectiematrijs?

Hier zijn de stappen om een hoogwaardige industriële kratspuitgietmatrijs te maken:
1.Ontwerp
• Begrijp de vereisten: Analyseer het ontwerp van de industriële krat grondig, inclusief de grootte, vorm, draagkracht en eventuele speciale kenmerken zoals stapelnokken of afvoergaten. Houd rekening met het type kunststof dat moet worden gebruikt en de kenmerken ervan, zoals de krimpsnelheid.
• 3D-modellering: gebruik geavanceerde CAD-software (Computer - Aided Design) om een gedetailleerd 3D-model van de mal te maken. Dit helpt bij het visualiseren van de matrijsstructuur, de locatie van poorten (waar het plastic de matrijsholte binnengaat), koelkanalen en uitwerppennen.
2. Materiaalselectie
• Matrijsbasismateriaal: Kies hoogwaardig staal voor de vormbasis. Vaak worden voorgeharde staalsoorten of gereedschapsstaalsoorten met een goede hardheid, slijtvastheid en taaiheid gebruikt. P20-staal is bijvoorbeeld een populaire keuze vanwege de goede verspanende eigenschappen en de weerstand tegen slijtage tijdens het injectieproces.
• Holte- en kernmateriaal: Selecteer materialen die bestand zijn tegen de hogedrukinjectie van plastic en herhaald gebruik. Sommige legeringen met hoge temperatuurbestendigheid en uitstekende oppervlakteafwerkingseigenschappen hebben de voorkeur om een glad oppervlak op de krat te garanderen.
3. Productieproces
• Frezen en bewerken: Gebruik precisiebewerkingsgereedschappen zoals CNC-freesmachines (Computer Numerical Control) om de matrijsholten en -kernen te snijden volgens het 3D-modelontwerp. De nauwkeurigheid van de bewerking is cruciaal om ervoor te zorgen dat de verschillende delen van de matrijs precies in elkaar passen.
• EDM (Electrical Discharge Machining): Voor complexe vormen of fijne details die moeilijk te bereiken zijn door middel van frezen, kan EDM worden gebruikt. Het maakt gebruik van elektrische ontladingen om het materiaal te eroderen en de gewenste vorm te creëren.
• Oppervlaktebehandeling: Pas geschikte oppervlaktebehandelingen toe op de mal. Het polijsten van het oppervlak van de holte tot een hoogglansafwerking kan bijvoorbeeld de oppervlaktekwaliteit van het plastic krat verbeteren en het gemakkelijker maken om het onderdeel uit de mal te halen. Als er een specifiek oppervlaktepatroon op de krat nodig is, kan er ook structuur worden aangebracht.
4. Ontwerp van het koelsysteem
• Efficiënte koelkanalen: Ontwerp een effectief koelsysteem met koelkanalen die gelijkmatig over de matrijsholte zijn verdeeld. Dit helpt bij het beheersen van de koelsnelheid van het plastic, het verkorten van de cyclustijden en het voorkomen van kromtrekken van de krat als gevolg van ongelijkmatige koeling. De diameter en indeling van de koelkanalen moeten zorgvuldig worden gepland.
5. Kwaliteitscontrole
• Dimensionale inspectie: Gebruik precisiemeetinstrumenten zoals coördinatenmeetmachines (CMM) om de afmetingen van de matrijsonderdelen te controleren aan de hand van de ontwerpspecificaties. Eventuele afwijkingen moeten worden gecorrigeerd om een goede pasvorm en werking van de mal te garanderen.
• Proefruns: Voer proefinjectieruns uit met behulp van de mal om te controleren op eventuele defecten in de plastic krat, zoals korte shots (onvolledige vulling), flash (overtollig plastic) of zinksporen. Op basis van de resultaten van de proefritten voer je aanpassingen uit aan de matrijs, zoals het aanpassen van het poortontwerp of het aanpassen van de injectieparameters.
Wat is de doorlooptijd voor het maken van een industriële kratinjectiematrijs?
De doorlooptijd voor het maken van industriële krattenspuitgietmatrijzen bedraagt doorgaans ongeveer 45 tot 60 dagen. Per fase is de volgende tijd nodig:
1.Ontwerpfase
• Productanalyse en schemaontwerp: het duurt ongeveer 3 tot 7 dagen om een gedetailleerde analyse uit te voeren van de kratspecificaties, structurele kenmerken en speciale behoeften van klanten, en om voorlopige ontwerpschema's te ontwikkelen.
• 3D-modelleren en tekenen: Het duurt doorgaans 5 tot 10 dagen om nauwkeurige 3D-modellen te maken en gedetailleerde 2D-tekeningen te tekenen met behulp van professionele CAD-software voor daaropvolgende productie.
2. Aankoopfase materiaal
• Inkoop van matrijsstaal: het duurt gewoonlijk ongeveer 3 tot 7 dagen, afhankelijk van de ontwerpvereisten van de matrijs, om geschikt staal te kopen. Als het speciale staal moet worden aangepast of als leveranciers niet op voorraad zijn, kan de tijd worden verlengd tot 10 tot 15 dagen .
• Aankoop van accessoires: het duurt 3 tot 5 dagen om standaardaccessoires zoals vingerhoeden, schuifregelaars, poortafdekkingen, enz. aan te schaffen, en 7 tot 10 dagen of zelfs langer om speciale accessoires aan te passen.
3. Productiefase
• Voorbewerken: Het gebruik van een CNC-freesmachine en andere apparatuur om de mal op te ruwen en het grootste deel van de marge te verwijderen, duurt doorgaans ongeveer 7 tot 10 dagen.
• Afwerking: inclusief semi-afwerking en afwerking, fijne verwerking van belangrijke onderdelen zoals vormholte en kern om maatnauwkeurigheid en oppervlaktekwaliteit te garanderen, wat ongeveer 10 tot 15 dagen duurt.
• EDM: Voor complexe vormen of fijne structuren duurt het ongeveer 3 tot 5 dagen om een specifieke vormbewerking te bereiken via EDM-ontladingscorrosiematerialen.
• Oppervlaktebehandeling: polijsten, nitreren, verchromen en andere oppervlaktebehandelingen om de hardheid van het matrijsoppervlak, de slijtvastheid en de corrosieweerstand te verbeteren, duurt ongeveer 3 tot 7 dagen.
4. Kwaliteitsinspectie en foutopsporingsfase
• Kwaliteitsinspectie: het gebruik van CMM en andere apparatuur om een uitgebreide inspectie van de matrijs uit te voeren om ervoor te zorgen dat de maatnauwkeurigheid en vorm- en positietolerantie aan de eisen voldoen, wat ongeveer 3 tot 5 dagen duurt.
• Matrijstest en foutopsporing: voer 2 tot 3 matrijstests uit en pas en optimaliseer de matrijs na elke test, die ongeveer 7 tot 10 dagen duurt, op basis van de staat van de plastic onderdelen.
Wat zijn de meest voorkomende defecten in industriële kratvormen en oplossingen om deze te vermijden?
Hier zijn enkele veel voorkomende defecten in industriële kratmallen en manieren om deze te vermijden:
1. Korte schoten
Beschrijving van het defect: Korte schoten treden op wanneer het plastic materiaal de vormholte niet volledig vult. Dit resulteert in een onvolledig of gedeeltelijk gevormd industrieel krat met ontbrekende secties.
Oorzaken en vermijding:
Onvoldoende injectiedruk of volume: Controleer de instellingen van de spuitgietmachine. Zorg ervoor dat de injectiedruk en het volume voldoende zijn om de volledige vormholte te vullen volgens het ontwerp van de krat. Mogelijk moet de druk worden aangepast op basis van het type en de viscositeit van het gebruikte plastic. Beperkte materiaalstroom: Dit kan te wijten zijn aan een smalle of geblokkeerde poort. Ontwerp poorten die de juiste maat en vorm hebben om een soepele materiaalstroom mogelijk te maken. Controleer ook op eventuele obstakels in het runnersysteem. Houd de runner en poort schoon en vrij van vuil tijdens het gietproces.
2. Flits
Beschrijving van het defect: Flash is het overtollige plastic dat uit de scheidingslijn of andere openingen steekt. Het geeft een ongeraffineerde uitstraling aan de industriële krat en kan tevens de functionaliteit ervan aantasten.
Oorzaken en vermijding:
Onjuiste malsluiting: Zorg ervoor dat de malklemkracht correct is ingesteld. Als de kracht te laag is, sluit de mld mogelijk niet goed genoeg, waardoor het plastic naar buiten kan sijpelen. Controleer regelmatig het mld-sluitmechanisme op slijtage en pas indien nodig de klemkracht aan.
Versleten of beschadigde matrijsoppervlakken: Na verloop van tijd kunnen de matrijsoppervlakken verslijten of beschadigd raken, waardoor er gaten ontstaan bij de scheidingslijn. Inspecteer en onderhoud het oppervlak van de mal regelmatig. Polijst of repareer beschadigde plekken om een goede afdichting te garanderen.
3. Zinksporen
Beschrijving van het defect: Zinksporen zijn depressies of holle gebieden op het oppervlak van de gegoten industriële krat. Ze komen meestal voor in gebieden met dikke delen en worden veroorzaakt door het krimpen van het plastic terwijl het afkoelt.
Oorzaken en vermijding:
Ongelijke wanddikte: Ontwerp de krat met meer uniforme wanddiktes. Vermijd plotselinge dikteveranderingen die kunnen leiden tot differentiële koeling en krimp. Als dikke delen nodig zijn, overweeg dan om ribben of andere structurele kenmerken toe te voegen om de kans op zinksporen te verkleinen.
Onvoldoende koeling: Zorg voor een efficiënt koelsysteem. De koelkanalen moeten zo worden ontworpen dat ze voor een gelijkmatige koeling over de hele mal zorgen. Pas de koeltijd en de koelvloeistofstroomsnelheid aan op basis van de eigenschappen van het kunststofmateriaal om krimpgerelateerde problemen te minimaliseren.
4. Kromtrekken
Beschrijving van het defect: Kromtrekken verwijst naar de vervorming van de gegoten industriële krat ten opzichte van de beoogde vorm. Dit kan het lastig maken om de kratten te stapelen of te gebruiken zoals bedoeld.
Oorzaken en vermijding:
Niet-uniforme koeling: Net als zinksporen kan ongelijkmatige koeling kromtrekken veroorzaken. Controleer het ontwerp van het koelsysteem en zorg ervoor dat het koelmiddel gelijkmatig over de mal wordt verdeeld. Houd ook rekening met de thermische geleidbaarheid van het vormmateriaal en de impact ervan op de uniformiteit van de koeling.
Onjuiste spuitgietparameters: Onjuiste instellingen zoals injectiesnelheid, pakkingdruk en houdtijd kunnen de interne spanningsverdeling in het gegoten onderdeel beïnvloeden en tot kromtrekken leiden. Optimaliseer deze parameters met vallen en opstaan en op basis van de eigenschappen van het kunststofmateriaal.
5. Oppervlaktedefecten (krassen, vlekken, enz.)
Beschrijving van het defect: Dit kunnen krassen op het oppervlak van de krat zijn, vlekken van aangetast plastic of een ruwe textuur.
Oorzaken en vermijding:
Kwaliteit van het matrijsoppervlak: Zorg voor een hoogwaardige oppervlakteafwerking van de matrijs. Eventuele krassen of ruwheid op het matrijsoppervlak worden overgebracht naar het vormdeel. Polijst de matrijsoppervlakken regelmatig en ga er tijdens het onderhoud en gebruik voorzichtig mee om.
Verontreiniging: Houd het plastic materiaal schoon en vrij van verontreinigingen. Bewaar het in een schone omgeving en gebruik de juiste hanteringsprocedures om te voorkomen dat vuil, vocht of andere vreemde stoffen in het materiaal terechtkomen en de oppervlaktekwaliteit van de gegoten kratten aantasten.
Pakket &. Levering

Vormcomponenten
Vormstaal

Hot Runner-systeem

Standaard onderdelen

Feedback van klanten

U kunt meer specifieke contactgegevens delen, zoals e-mailadres, telefoonnummer of online contactformulieren, zodat geïnteresseerde partijen contact met u kunnen opnemen over het maken van de kunststof industriële kratvorm. Of u kunt potentiële klanten zoeken via verschillende kanalen, zoals branchebeurzen, bedrijvengidsen en online productieplatforms, om uw matrijzenservice te promoten.





